An Intro for Key Decision Makers
As a key decision maker in the pharmaceutical sector, you’ll be one of many professionals driving one of the world’s most important industries. That is especially true here in the USA, which is currently the world’s largest pharmaceutical manufacturer, holding a 42.6% share of the global market, producing medicines worth over $171b USD.
Download White PaperThe average pharmaceutical plant in the US has an Energy Use Intensity (EUI) of 1,210 kBtu/sq.ft (2,319 kWh/m2). This is in stark contrast to the average commercial office building constructed after 2000, which has an average EUI of 81.4 kBtu/sq.ft (257 kWh/m2) - (Source: Pharmaceutical Engineering)
One of the world’s most crucial and dynamic sectors, manufacturing and distributing life-saving drugs, medications and vaccines. Few industries have offered such a transformative impact on an international scale. However, with such a global responsibility comes significant challenges. As a decision-maker responsible for maintaining those strict working and storage standards and regulations on which this industry depends, you’ll understand these challenges better than anyone.
These challenges are broad-reaching, costly and of the highest importance in regards to the treatment of patients in the USA and beyond. While many of these challenges are relevant to manufacturing processes as a whole, they tend to be exacerbated in the pharmaceutical industry for a number of reasons. Primarily, this is due to the need to maintain critical environments for production with respect to temperature, humidity, room pressurization, cleanliness, containment and other factors. With these challenges in-mind, decision makers are faced with making investments in HVAC systems which are many times greater than the average commercial building to support these processes.
Addressing Challenges In Your Pharmaceutical Facility
As highlighted in the previous section, the HVAC challenges present in the pharmaceutical manufacturing industry are significant. This is especially true in any environment where pharmaceutical products are being manufactured or stored.
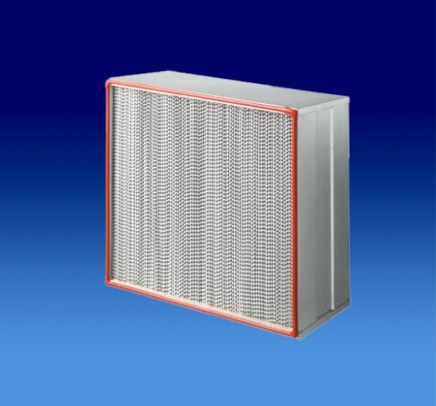
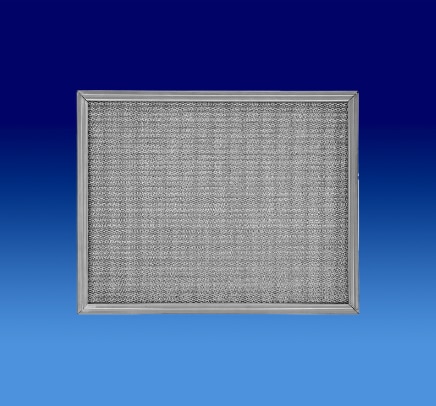
- In pharmaceutical manufacturing environments, indoor air quality is often driven by two key factors: air filtration and air ventilation. To meet the ultra-clean environment required in pharmaceutical production, HVAC systems must incorporate advanced filtration technologies such as HEPA and ULPA filters which are critical for removing fine particulates, microbes, and other airborne contaminants that can compromise product purity and safety. Meanwhile, adequate ventilation can remove airborne contaminants from production areas.
Meeting Diverse & Changing Requirements
- In your pharmaceutical manufacturing environment, you will be responsible for maintaining environmental requirements, such as specific temperature, humidity, and cleanliness levels. With this in-mind, your solutions must be able to adapt to customizable settings. Systems must be designed to comply with international, federal, and state regulations, including FDA’s cGMP guidelines. These regulations mandate that HVAC systems not only support the proper manufacture and storage of pharmaceuticals but also ensure traceability and accountability in changes or upgrades to the systems.
Balancing Quality & Efficiency
- Economic efficiency is paramount in large-scale pharmaceutical production, with the sector currently spending over $171bn USD per year on energy consumption. HVAC systems should therefore be evaluated for their operational and energy efficiency to reduce overhead costs while maintaining the high-quality conditions required for pharmaceutical manufacturing. This includes considering systems with variable speed drives, energy recovery mechanisms, and other modern technologies that reduce energy consumption.
Integration with Other Systems
- HVAC systems in pharmaceutical settings should integrate seamlessly with other critical systems, including building management systems (BMS), process control systems, and safety alarms. This integration helps ensure coordinated operations, enhances real-time monitoring, and supports automated adjustments based on predefined environmental parameters. On top of that, to ensure smooth functioning, the HVAC system needs to adhere to standards and norms like GMP (good manufacturing practice), GLP (good laboratory practice), GAMP (good automated manufacturing practice), and GxP (good x practice).
Protection of Sensitive Components
- The stability and efficacy of pharmaceutical products can be heavily influenced by environmental conditions. HVAC systems must ensure a controlled environment to protect sensitive manufacturing equipment from temperature fluctuations, humidity, and particulate contamination, which could otherwise lead to equipment malfunction or product degradation.
- To minimize disruption in high-stakes pharmaceutical environments, HVAC systems should be designed for ease of installation and maintenance. Quick-connect systems, modular components, and clear access points for maintenance staff can help reduce system downtime and labor costs associated with HVAC maintenance.
- Selecting HVAC components that are not only high in performance but also environmentally sustainable is vital. Use of components that have a lower carbon footprint and are recyclable can mitigate environmental impact and potentially reduce disposal costs associated with system upgrades or replacements
How Can You Meet the Challenge?
With such extreme demands facing your pharmaceutical manufacturing facility’s air filtration units, it is vital to partner with a HVAC specialist that provides solutions that are capable of meeting these critical needs effectively. That’s where Brookaire comes in. We leverage decades of air filtration experience to offer best-in-class solutions for every challenge you face.
Meeting the air quality challenge
- Brookaire provides advanced filtration solutions, including HEPA and ULPA filters, which are crucial for pharmaceutical settings where even the smallest particles can compromise product integrity. Our filters meet stringent efficiency standards, capturing over 99.97% of particulates as small as 0.3 microns. Additionally, our products are designed for optimal air exchange rates, ensuring not only compliance with regulatory standards but also supporting a sterile environment essential for pharmaceutical production. By integrating these high-efficiency air filters into customizable HVAC systems, Brookaire helps maintain the critical cleanliness required in pharmaceutical manufacturing.
- To address the dual needs of operational efficiency and quality assurance in pharmaceutical settings, Brookaire offers energy-efficient HVAC products that do not compromise on performance. Our system recommendations include features like variable speed drives and energy recovery ventilators that significantly reduce energy consumption while maintaining the precise environmental control needed for pharmaceutical processes. This approach not only helps lower energy costs but also aligns with sustainability goals by reducing the overall carbon footprint of facilities.
Meeting the diverse & changing requirements challenge
- Brookaire’s recommends HVAC systems which are engineered to be highly adaptable, supporting a variety of environmental conditions demanded in pharmaceutical manufacturing. Filtration solutions can be tailored to specific temperature, humidity, and cleanliness requirements, ensuring compliance with FDA’s cGMP guidelines. We also recommend the use of modular systems that can easily be upgraded or adjusted as production needs change or as new regulations are enacted, ensuring that pharmaceutical facilities can remain agile and responsive to industry demands.
Meeting the component protection challenge
- Understanding the critical nature of pharmaceutical manufacturing environments, Brookaire recommends HVAC solutions that provide stable and controlled conditions to protect sensitive manufacturing components. This protective environment helps prevent costly downtimes and prolongs the operational lifecycle of essential equipment.
Meeting the maintenance challenge
- Brookaire emphasizes ease of maintenance to ensure minimal disruption in pharmaceutical operations. Our HVAC solutions feature design considerations like accessibility for quick repairs and preventative maintenance. We also offer maintenance services that include regular checkups and rapid response to any issues, ensuring that HVAC systems operate at peak efficiency with minimal downtime.
Meeting the disposal challenge
- Recognizing the importance of sustainable practices, Brookaire provides eco-friendly HVAC solutions that minimize disposal costs and environmental impact. Our high-efficiency filters and system components are designed to have longer life spans and are made from materials that are recyclable, reducing waste and disposal challenges. Additionally, our team can assist in planning for end-of-life system recycling, helping pharmaceutical facilities manage disposal responsibly and sustainably.
Brookaire: How We’re Helping Pharmaceutical Facilities
Brookaire’s extensive range of products delivers the performance, energy efficiency, and durability needed in pharmaceutical manufacturing facilities. Our service extends beyond mere supply; we partner with pharmaceutical companies to elevate their operational efficiency and air quality standards. Explore why Brookaire is more than just an air filter supplier.
Efficiency: Enhancing Pharmaceutical Manufacturing
- 30-Minute Delivery Window: Time is of the essence in pharmaceutical manufacturing. Our precise 30-minute delivery windows ensure your operations face minimal interruptions, helping maintain the critical flow of production activities.
Scheduled Site Delivery, 24/7: We adapt to your manufacturing schedule, delivering outside standard business hours to accommodate the continuous production cycles typical in pharmaceutical environments.
Reduce Staff Travel Time: By delivering directly to your site, we eliminate the need for your staff to leave for pickups, allowing them to remain focused on their specialized tasks.
Maximize Staff Efficiency: Our efficient delivery services convert saved time into productive work, optimizing the output of your pharmaceutical manufacturing staff.
Ease of Installation: Brookaire air filters are engineered for compatibility with complex pharmaceutical HVAC systems, ensuring easy installation that doesn’t disrupt the sterile environments critical to drug production.
Satisfaction: Upholding Your Pharmaceutical Facility’s Reputation
- We Care: We recognize that the reputation of your pharmaceutical facility hinges on maintaining highly controlled environments. Our commitment to quality minimizes operational disruptions and supports compliance with strict regulatory standards.
Highest-Quality Materials: We utilize the finest US-made materials suitable for pharmaceutical applications, ensuring that our products support the rigorous cleanliness required for safe drug production.
Advanced Manufacturing Processess: Our state-of-the-art manufacturing techniques guarantee products meet precise specifications, crucial for maintaining the integrity of pharmaceutical manufacturing processes.
Partnership Approach: We view our relationship with pharmaceutical facilities as a strategic partnership, where your operational success is a testament to our product performance.
Customized Solutions: For Specific Pharmaceutical Needs
- Tailored Manufacturing: Our facility can produce air filters of any size and specification, meeting the unique environmental requirements of pharmaceutical production, from labs to cleanrooms
Quick and Flexible Production: Recognizing the urgent needs of the pharmaceutical industry, we offer rapid production cycles, ensuring your custom orders are ready within 48 hours, maintaining your facility’s efficiency.
Simple Ordering Process: Placing an order for custom filters is straightforward. Provide your specifications, and we handle the rest, from confirmation to production, streamlining your procurement process.
Assured Quality: Every custom filter is rigorously tested to meet high quality standards. Using superior materials and accurate manufacturing, we ensure that each filter performs optimally in your pharmaceutical environment.
Resource: Your Premier Knowledge Resource for Pharmaceutical HVAC Needs
- Expert Team Available: Our team of HVAC experts is ready to assist with any queries, offering quick, informed advice and solutions that address the unique challenges of pharmaceutical manufacturing.
Educational Blogs & Articles: We offer a plethora of insightful articles and maintenance tips through our blogs, designed to inform and enhance the operations of pharmaceutical facilities.
Guides and Technical Support: Our comprehensive guides and personalized technical support are tailored to the complex needs of pharmaceutical manufacturing, ensuring you have access to expert advice to maintain optimal HVAC performance in your facility.
The inventory every pharmaceutical facility needs